š¬ę¬Ż║ ų„ę¬Ęų╬÷┴╦╬ŻÅUĘ┘¤²┼c¤¤ÜŌ
ā¶╗»ŽĄĮy(t©»ng)ųą╣╠ÅUŅA(y©┤)╠Ä└Ē╝░▀M(j©¼n)┴ŽŽĄĮy(t©»ng)’L(f©źng)ļU(xi©Żn)Īó╗ž▐D(zhu©Żn)ĖG╚╝¤²ŽĄĮy(t©»ng)’L(f©źng)ļU(xi©Żn)Īó
ÕüĀtĘe╗ęĖ»╬gå¢(w©©n)Ņ}Īó╝▒└õ╦■ر▒┌Ė»╬gå¢(w©©n)Ņ}Ą╚Øōį┌Ą─å¢(w©©n)Ņ},▓ó╠ß│÷┴╦ŽÓæ¬(y©®ng)Ą─Ė─įņā×(y©Łu)╗»┤ļ╩®.ī”(du©¼)įŁėąįO(sh©©)ėŗ(j©¼)▀M(j©¼n)ąąĖ─įņ┼cā×(y©Łu)╗»║¾,─▄ėąą¦╠ßĖ▀╗ž▐D(zhu©Żn)ĖGĘ┘¤²ĀtĄ─╩╣ė├Ģr(sh©¬)ķg.
1 ╬ŻÅUĘ┘¤²╠Ä└Ē╝╝ąg(sh©┤)Ė┼ør
╬ŻļU(xi©Żn)ÅU╬’╩ŪųĖ┴ą╚ļĪČć°(gu©«)╝ę╬ŻļU(xi©Żn)ÅU╬’├¹õøĪĘ╗“š▀Ė∙ō■(j©┤)ć°(gu©«)╝ęęÄ(gu©®)Č©Ą─╬ŻļU(xi©Żn)ÅU╬’Ķbäeś╦(bi©Īo)£╩(zh©│n)║═ĶbäeĘĮĘ©┼ąČ©Ą─Š▀ėą╬ŻļU(xi©Żn)╠žąįĄ─ÅU╬’[1]ĪŻ╬ŻļU(xi©Żn)ÅU╬’═©│ŻŠ▀ėąĖ»╬gąįĪóČŠąįĪóęū╚╝ąįĪóĘ┤æ¬(y©®ng)ąį╗“š▀Ėą╚ŠąįĄ╚ę╗ĘN╗“š▀ÄūĘN╬ŻļU(xi©Żn)╠žąįŻ¼ų„ę¬üĒ(l©ói)ūį╣żśI(y©©)Īóßt(y©®)»¤ąąśI(y©©)Ż¼ų„ꬫa(ch©Żn)╔·ė┌╗»īW(xu©”)įŁ┴Ž║═╗»īW(xu©”)ųŲŲĘųŲįņśI(y©©)ĪóĘŪĮī┘ĄV▓╔▀xśI(y©©)Īóėą╔½Įī┘ę▒¤Æ╝░įņ╝łśI(y©©)ĪŻ2016 ─ĻŻ¼Łh(hu©ón)▒Ż▓┐ėĪ░l(f©Ī)ĪČć°(gu©«)╝ę╬ŻļU(xi©Żn)ÅU╬’├¹õøŻ║2016 ░µĪĘī”(du©¼)╬ŻÅU├¹õø▀M(j©¼n)ąą┴╦ą▐ėåŻ¼╬ŻÅU╠Äų├Ą─║ŽęÄ(gu©®)╗»å¢(w©©n)Ņ}ę²Ų╔ńĢ■(hu©¼)Ą─Ė▀Č╚ųžęĢĪŻ
─┐Ū░Ż¼╬ŻÅU╠Ä└Ēų„ę¬Ęų×ķ╠Ņ┬±Ę©ĪóĘ┘¤²Ę©Īó╣╠╗»Ę©║═╗»īW(xu©”)Ę©Ą╚ĪŻŲõųąŻ¼Ę┘¤²╠Ä└Ē╩ŪųĖīó╬ŻļU(xi©Żn)ÅU╬’ų├ė┌Ę┘¤²Ātā╚(n©©i)Ż¼į┌Ė▀£ž║═ūŃē“č§┴┐Ą─Śl╝■Ž┬▀M(j©¼n)ąąč§╗»Ę┤æ¬(y©®ng)Ż¼ĘųĮŌ╗“ĮĄĮŌ╬ŻļU(xi©Żn)ÅU╬’Ą─▀^(gu©░)│╠ĪŻĘ┘¤²Ę©▀m║ŽėąÖC(j©®)╬’║¼┴┐Ė▀Īó¤ßųĄ▌^Ė▀Ą─ÅU╬’Ż¼╠žäe╩Ūī”(du©¼)ĮMĘų║═üĒ(l©ói)į┤Å═(f©┤)ļsĄ─ÅU╬’Ż¼Š▀ėą£p╚▌Īó£p┴┐ą¦╣¹║├Ż¼─▄╗ž╩šÅU╬’ųą╦∙║¼Ą──▄┴┐Ż¼¤o(w©▓)║”╗»ÅžĄūĄ─ā×(y©Łu)³c(di©Żn)Ż¼¼F(xi©żn)ęč│╔×ķ╬ŻļU(xi©Żn)ÅU╬’¤o(w©▓)║”╗»╠Ä└ĒĄ─ų„ę¬▀xō±ų«ę╗ĪŻ
╗ž▐D(zhu©Żn)ĖGĘ┘¤²Ātū„×ķ╬ŻÅUĘ┘¤²╔·«a(ch©Żn)ŠĆųąĄ─ų„ę¬įO(sh©©)éõŻ¼┐╔═¼Ģr(sh©¬)╠Ä└Ē╣╠ÅU║═ÅUę║Ż¼Ūę?gu©®)ū║§▀mė├ė┌╦∙ėą┐╔Ę┘¤²╠Äų├Ą─ÅUę║Ż¼Š▀ėąįO(sh©©)éõ═Č┘YąĪĪó▀\(y©┤n)ąą│╔▒Š▌^Ą═Ą─ā×(y©Łu)³c(di©Żn)ĪŻ
2 ╬ŻÅUĘ┘¤²╠Ä└Ē╣ż╦ć┤µį┌Ą─å¢(w©©n)Ņ}╝░ī”(du©¼)▓▀
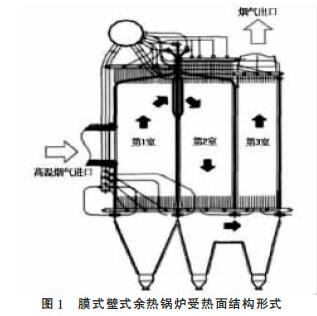
╬ŻļU(xi©Żn)ÅU╬’╗ž▐D(zhu©Żn)ĖGĘ┘¤²╠Ä└Ē╣ż╦ć░³║¼ÅU╬’ŅA(y©┤)╠Ä└ĒŽĄĮy(t©»ng)ĪóĘ┘¤²ŽĄĮy(t©»ng)Īó¤¤ÜŌ╠Ä└ĒŽĄĮy(t©»ng)Ą╚ÄūéĆ(g©©)▓┐ĘųĪŻŲõųą,ÅU╬’ŅA(y©┤)╠Ä└ĒŽĄĮy(t©»ng)░³└©ÅU╬’Ą─ŅA(y©┤)╠Ä└Ē║═▀M(j©¼n)┴Ž╣żą“;Ę┘¤²ŽĄĮy(t©»ng)ė╔╗ž▐D(zhu©Żn)ĖG║═Č■╚╝╩ęĪó│÷į³╝░┐žųŲŽĄĮy(t©»ng)ĮM│╔;¤¤ÜŌ╠Ä└ĒŽĄĮy(t©»ng)ė╔ėÓ¤ß╗ž╩šĪó╝▒└õ║═
│²ēmįO(sh©©)éõĪó╦ßąįÜŌ¾w╬³╩šĮM│╔ĪŻ╬ŻļU(xi©Żn)ÅUŚē╬’Įø(j©®ng)▀^(gu©░)ČÓéĆ(g©©)╠Ä└Ē╣ż╦ćå╬į¬ĪóÅ═(f©┤)ļsĄ─╗»īW(xu©”)Ę┤æ¬(y©®ng)║═╬’└Ēūā╗»Ż¼┤µį┌Ą─═╗░l(f©Ī)’L(f©źng)ļU(xi©Żn)ę“╦žėą║▄ČÓŻ¼ęįŽ┬ų°ųžī”(du©¼)Ųõųą4éĆ(g©©)ų„ę¬╣ż╦ć╝╝ąg(sh©┤)’L(f©źng)ļU(xi©Żn)ę“╦ž╝░ī”(du©¼)æ¬(y©®ng)Ą─’L(f©źng)ļU(xi©Żn)╠Ä└Ēī”(du©¼)▓▀▀M(j©¼n)ąąĘų╬÷ĪŻ
2.1 ╣╠ÅUŅA(y©┤)╠Ä└Ē╝░▀M(j©¼n)┴ŽŽĄĮy(t©»ng)’L(f©źng)ļU(xi©Żn)╝░╠Ä└Ēī”(du©¼)▓▀
ė╔ė┌╬ŻļU(xi©Żn)ÅUŚē╬’Š▀ėąę╗Č©Ą─ęū╚╝ąįŻ¼×ķĘ└ų╣╬ŻļU(xi©Żn)ÅU╬’ŲŲ╦ķ▀^(gu©░)│╠ųą┐╔─▄«a(ch©Żn)╔·Ą─╗×─(z©Īi)╩┬╣╩Ż¼ŲŲ╦ķÖC(j©®)ŽĄĮy(t©»ng)┼õų├┴╦ūóĄ¬┐žč§ŽĄĮy(t©»ng)ĪŻ«ö(d©Īng)ŲŲ╦ķÖC(j©®)▓Õ░Õ
ķyŪ░║¾┼õų├Ą─č§║¼┴┐Öz£y(c©©)ėŗ(j©¼)Öz£y(c©©)ĄĮč§¾wĘeĘų?j©½n)?sh©┤)Ė▀ė┌6%Ģr(sh©¬)Ż¼┐žųŲŽĄĮy(t©»ng)ūįäė(d©░ng)ĻP(gu©Īn)ķ]╔ŽŽ┬ę║ē║ķlķTŻ¼▀M(j©¼n)ąąūóN2Īó┼┼┴ŽĪŻ┐╝æ]ĄĮ╗ž▐D(zhu©Żn)ĖGĄ─ĖGŅ^▀M(j©¼n)┴ŽĢr(sh©¬)ęū░l(f©Ī)╔·╗ž╗¼F(xi©żn)Ž¾Ż¼ įO(sh©©)ėŗ(j©¼)ļpę║ē║ĘŁ░ÕķTüĒ(l©ói)▒ŻūC╗ž▐D(zhu©Żn)ĖG▀\(y©┤n)ąąĢr(sh©¬)Ą─░▓╚½ĪŻ▀M(j©¼n)┴ŽĢr(sh©¬)Ż¼╔Ž▓┐ę║ē║ķTį┌▀M(j©¼n)┴ŽČĘ┴Ž╬╗ĄĮ▀_(d©ó)įO(sh©©)Č©ųĄĢr(sh©¬)ūįäė(d©░ng)┤“ķ_(k©Īi)Ż¼┬õ┴Ž;╔Ž▓┐ę║ē║ķTĻP(gu©Īn)ķ]║¾Ż¼Ž┬▓┐ę║ē║ķTūįäė(d©░ng)┤“ķ_(k©Īi)Ż¼╣╠ÅU═©▀^(gu©░)┴’▓█▀M(j©¼n)╚ļ╗ž▐D(zhu©Żn)ĖGĪŻš¹éĆ(g©©)▀M(j©¼n)┴Ž▀^(gu©░)│╠į┌├▄ĘŌ║═└õģsĀŅæB(t©żi)Ž┬▀\(y©┤n)ąąŻ¼┤_▒Ż░▓╚½▀\(y©┤n)ąąĪŻ
2.2 ╗ž▐D(zhu©Żn)ĖG╚╝¤²ŽĄĮy(t©»ng)’L(f©źng)ļU(xi©Żn)╝░╠Ä└Ēī”(du©¼)▓▀
╗ž▐D(zhu©Żn)ĖG╩Ūę╗éĆ(g©©)ėąę╗Č©ą▒Č╚Ą─łA═▓ĀŅ╬’Ż¼ ▀\(y©┤n)ąąĢr(sh©¬)═©▀^(gu©░)ĖG¾wĄ─▐D(zhu©Żn)äė(d©░ng)üĒ(l©ói)┤┘▀M(j©¼n)╬’┴Žį┌ĖGā╚(n©©i)│õĘų╗ņ║Ž▓óųØuŽ“ĖG╬▓ęŲäė(d©░ng)ĪŻ╗ž▐D(zhu©Żn)ĖGā╚(n©©i)ęrę╗Č©║±Č╚Ą──═╗▓─┴ŽĪŻę╗░Ń─═╗▓─┴ŽĘų×ķ3 īėŻ¼ūŅ═Ōīė×ķ╣Ķ╦ßŌ}░ÕŻ¼ųąķgę╗īė─═╗▓─┴Ž×ķĖ▀õX▌p┘|(zh©¼)┤uŻ¼ūŅā╚(n©©i)īė▓─┴Ž│╔Ęų║¼60%Al2O3ĪŻ
═©│Ż╗ž▐D(zhu©Żn)ĖGŽĄĮy(t©»ng)┤µį┌├▄ĘŌ▓╗ć└(y©ón)ĪóĖGŅ^ĖG╬▓▀^(gu©░)¤ßūāą╬ĪóĖGā╚(n©©i)ĮY(ji©”)Į╣Ą╚å¢(w©©n)Ņ}Ż¼ć└(y©ón)ųžĢr(sh©¬)╔§ų┴┐╔─▄┤µį┌─═╗┤u╠«╦·Īó¤¤ÜŌą╣┬ČĪó▒¼š©Ą─’L(f©źng)ļU(xi©Żn)ĪŻŲõųąŻ¼╗ž▐D(zhu©Żn)ĖG╬▓▓┐ĮY(ji©”)Į╣å¢(w©©n)Ņ}Įø(j©®ng)│Ż│÷¼F(xi©żn)Ż¼╩Ūė╔ė┌╗ž▐D(zhu©Żn)ĖGĖGŅ^║═ĖG╬▓╚╝¤²£žČ╚Ą─▓Ņ«É╦∙įņ│╔Ą─ĪŻ«ö(d©Īng)?sh©┤)═╚█³c(di©Żn)¹}ŅÉĘ╩┴Ž╚ļĖG╚╝¤²Ż¼Ųõ╚█╚┌æB(t©żi)╗ęį³į┌ĮėĮ³╚╝¤²£žČ╚Ą═Ą─ĖG╬▓Ģr(sh©¬)Ż¼╚▌ęūš│ĮY(ji©”)į┌─═╗▓─┴Ž╔Ž[5]ĪŻę“┤╦Ż¼į┌įO(sh©©)ėŗ(j©¼)Ģr(sh©¬)ī”(du©¼)╗ž▐D(zhu©Żn)ĖG▀M(j©¼n)ąąā×(y©Łu)╗»Ż¼īó╗ž▐D(zhu©Żn)ĖG╬▓▓┐ų▒Įė▓Õ╚ļČ■╚╝╩ęĄū▓┐Ż¼2 éĆ(g©©)ŽĄĮy(t©»ng)╣▓ė├1 éĆ(g©©)│÷į³┐┌Ż¼═¼Ģr(sh©¬)į┌Č■╚╝╩ęĄū▓┐įO(sh©©)ų├ČÓĮMĘų╚╝¤²ÖC(j©®)Ż¼×ķ╗ž▐D(zhu©Żn)ĖGĖG╬▓╣®¤ßŻ¼▒ŻūC▀_(d©ó)ĄĮę╗Č©Ą─╚╝¤²£žČ╚Ż¼╩╣╗ęį³▓╗ęūš│ĮY(ji©”)ĪŻį┌▀M(j©¼n)┴ŽŽĄĮy(t©»ng)ųąŻ¼┐╔ī”(du©¼)╚ļĀtÅU╬’▀M(j©¼n)ąą║Ž▀mĄ─┼õ╬ķĪŻ╚ń╣¹║¼ėąĄ═╚█³c(di©Żn)¹}ŅÉĄ─ÅU┴ŽŻ¼ät▒žĒÜ╠ßŪ░▀M(j©¼n)ąąōĮ║ŽŻ¼į┘╝ė╚ļĀtā╚(n©©i)ĪŻĘ┘¤²║¾Ż¼│÷┴Ž┐┌ąĶ▀M(j©¼n)ąą├▄ĘŌ╠Ä└ĒŻ¼▒▄├ŌčėŲ┌ą╣┬®įņ│╔╬█╚ŠĪŻ┴Ēę╗ĘĮ├µŻ¼ė╔ė┌─═╗▓─┴Žī┘ė┌Č©Ų┌ŠSūo(h©┤)Ą─ōp║─▓─┴ŽŻ¼─═╗▓─┴ŽĄ─┘|(zh©¼)┴┐ąĶę¬Ė∙ō■(j©┤)╗ž▐D(zhu©Żn)ĖG£žČ╚Ū·ŠĆĪóĖ»╬gŪ·ŠĆĪó╩╣ė├ē█├³▀M(j©¼n)ąą▒╚▀xŻ¼▒▄├Ō│÷¼F(xi©żn)ė╔ė┌▓─┴Ž▀x╚Ī▓╗«ö(d©Īng)ī¦(d©Żo)ų┬Ą─╗ž▐D(zhu©Żn)ĖG┐Õ╦·ĪóĀt¾wūāą╬Ą╚╩┬╣╩ĪŻ
2.3 ÕüĀtĘe╗ęĖ»╬gå¢(w©©n)Ņ}╝░╠Ä└Ēī”(du©¼)▓▀
─┐Ū░Ż¼Ę┘¤²ŽĄĮy(t©»ng)ėÓ¤ßÕüĀtįO(sh©©)éõ═©│Ż▓╔ė├─ż╩Į▒┌╩ĮėÓ¤ßÕüĀtĪóå╬Õü═▓ūį╚╗裣h(hu©ón)Ą═ē║ÕüĀtĪŻėÓ¤ßÕüĀt▓╔ė├─ż╩Į▒┌ć·║ŽĄ─ĘĮ╩Įą╬│╔3 éĆ(g©©)▌Ś╔õų▒┴󤤥└Ż¼ ā╚(n©©i)▓┐▓╗į┘įO(sh©©)ų├ōQ¤ß├µĪŻ─ż╩Į▒┌▓╔ė├æꥧĘĮ╩ĮŻ¼▒┌═ŌįO(sh©©)ėąäéąį┴║Ż¼ š¹éĆ(g©©)─ż╩Į▒┌ĮM│╔äéąįĄ§╣┐╩ĮĮY(ji©”)śŗ(g©░u)æꥧį┌Ēö┴║╔ŽŻ¼▓ó┐╔ęįŽ“Ž┬ūįė╔┼“├øĪŻ─ż╩Į▒┌╩ĮėÓ¤ßÕüĀt╩▄¤ß├µĮY(ji©”)śŗ(g©░u)ą╬│╔╚ńłD1╦∙╩ŠĪŻ
ė╔ė┌ėÓ¤ßÕüĀtā╚(n©©i)¤¤ÜŌĄ─ÜŌ¾w│╔Ęų▓╗═¼Ż¼ Ė▀£žĖ»╬gĄ─å¢(w©©n)Ņ}│Ż░l(f©Ī)╔·į┌▓╗═¼Ą─¤¤ÜŌ£žČ╚Ž┬ĪŻ└²╚ń«ö(d©Īng)¤¤ÜŌ£žČ╚Ė▀ė┌350 ĪµĢr(sh©¬)Ż¼¤¤ÜŌųąĄ─┴“╗»╬’Īó¹u╗»╬’īóī”(du©¼)╣▄▒┌įņ│╔Ė▀£žĖ»╬g;¤¤ÜŌ£žČ╚į┌120~170 ĪµĘČć·ā╚(n©©i)Ż¼║¼HCLĪóSO2 ║═SO3 Ą─¤¤ÜŌę▓Ģ■(hu©¼)ī”(du©¼)╣▄▒┌įņ│╔Ė»╬gĪŻ¤¤ÜŌĄ─Ė»╬gĢ■(hu©¼)įņ│╔ÕüĀt▒┌┤®┐ūĪó¤¤ÜŌ╠ėę▌Ą╚ę╗ŽĄ┴ąå¢(w©©n)Ņ}Ż¼ę“┤╦ėÓ¤ßÕüĀt│÷┐┌£žČ╚Ą─įO(sh©©)ėŗ(j©¼)╩Ūę╗┤¾ļy³c(di©Żn)ĪŻĖ∙ō■(j©┤)ĪČ╬ŻļU(xi©Żn)ÅU╬’╝»ųąĘ┘¤²╠Äų├╣ż│╠Į©įO(sh©©)╝╝ąg(sh©┤)ęÄ(gu©®)ĘČĪĘę¬Ū¾Ż¼×ķĘ└ų╣Č■ćfėóį┌Ą═£žČ╬į┘╔·Ż¼╬ŻļU(xi©Żn)ÅU╬’Ę┘¤²¤¤ÜŌĄ─¤ß─▄└¹ė├æ¬(y©®ng)▒▄ķ_(k©Īi)200~500 ĪµĄ─£žČ╚ģ^(q©▒)ķg;═¼Ģr(sh©¬)┐╝æ]▒▄ķ_(k©Īi)╣▄▒┌Ģ■(hu©¼)░l(f©Ī)╔·HCl ║═SOx ┬Č³c(di©Żn)Ė»╬gĄ─120~170 Īµ£žČ╚ģ^(q©▒)ė“Ż¼ęį╝░Ė▀ė┌350 ĪµĄ─ģ^(q©▒)ė“ĪŻŠC║Ž╔Ž╩÷┐╝æ]Ż¼×ķ┴╦ėąą¦ĄžŅA(y©┤)Ę└ėÓ¤ßÕüĀtŽĄĮy(t©»ng)’L(f©źng)ļU(xi©Żn)Ż¼═©│ŻīóėÓ¤ßÕüĀt│÷┐┌£žČ╚įO(sh©©)ėŗ(j©¼)į┌550 Īµęį╔ŽŻ¼▌ö╦═Ą─’¢║═š¶Ų¹£žČ╚æ¬(y©®ng)įO(sh©©)ėŗ(j©¼)į┌190~300 Īµų«ķgĪŻ
2.4 ╝▒└õ╦■ر▒┌Ė»╬gå¢(w©©n)Ņ}╝░╠Ä└Ēī”(du©¼)▓▀
╝▒└õš¶░l(f©Ī)╦■į┌╬ŻÅUĘ┘¤²ųąæ¬(y©®ng)ė├ÅVĘ║Ż¼Ųõų„ę¬ū„ė├╩Ū└¹ė├ćŖņF└õģs╝╝ąg(sh©┤)ī”(du©¼)ėÓ¤ßÕüĀt│÷┐┌Ą─¤¤ÜŌ▀M(j©¼n)ąą╝▒└õ(═©│Żę¬Ū¾╩Ū1 s ā╚(n©©i)īóĖ▀£ž?z©”)¤ÜŌĄ─£žČ╚ĮĄų?00 Īµū¾ėę)Ż¼į┌┤╦▀^(gu©░)│╠ųąūŅ┤¾│╠Č╚ĄžĮĄĄ═Ę┘¤²¤¤ÜŌųąČ■ćfėóĄ─║¼┴┐ĪŻ╦■ā╚(n©©i)įO(sh©©)ėąČÓų¦ļp┴„¾wņF╗»ćŖśīŻ¼ų„ę¬īóņF╗»║¾Ą─╦«┼cĖ▀£ž?z©”)¤ÜŌ│õĘų╗ņ║ŽŻ¼└¹ė├╦«Ą─╦▓ķgÜŌ╗»Ä¦ū▀Ė▀£ž?z©”)¤ÜŌųąĄ─┤¾┴┐¤ß┴┐ĪŻ╝▒└õš¶░l(f©Ī)╦■ĮY(ji©”)śŗ(g©░u)ęŖ(ji©żn)łD2ĪŻ
ė░Ēæ╝▒└õ╦■ر▒┌Ė»╬gĄ─ų„ę¬ę“╦žėąĖ▀£ž?z©”)¤ÜŌĪó└õģs╦«┴┐ĪóćŖśī╝░Ųõ▓╝ų├╬╗ų├Ą╚ĪŻė╔ė┌ČÓĘNę“╦žĄ─ė░ĒæŻ¼Ę┘¤²║¾Ą─¤¤ÜŌ┴┐Ģ■(hu©¼)ļSų°╬’┴ŽĄ─┘|(zh©¼)┴┐╝░¤ßųĄĄ─ūā╗»Č°░l(f©Ī)╔·Ė─ūāĪŻ└²╚ńŻ¼▀M(j©¼n)┴Ž¤ßųĄ░l(f©Ī)╔·▌^┤¾▓©äė(d©░ng)Ģr(sh©¬)Ż¼╝▒└õ╦■Ģ■(hu©¼)ąĶę¬Ė³ČÓĄ─└õģs╦«┴┐üĒ(l©ói)ŠS│ų╝▒└õ╦■Ą─│÷┐┌£žČ╚ĪŻ╚ń╣¹ņF╗»ćŖśīĄ─└õģs╦«┴┐│¼▀^(gu©░)ŲõūŅ┤¾įO(sh©©)Č©ųĄŻ¼ćŖśīĄ─ņF╗»ą¦╣¹Š═Ģ■(hu©¼)ūā▓ŅĪŻ
ę“┤╦Ż¼į┌╬ŻÅUĘ┘¤²ŽĄĮy(t©»ng)ųąŻ¼ąĶꬊ∙║Ō╩╣ė├ćŖśīŻ¼Ūę▒M┐╔─▄ČÓ▓╝ų├ćŖśīęį£pąĪ├┐ų¦ćŖśīĄ─žō(f©┤)║╔Ż¼Ė─╔Ų╝▒└õ╦■ņF╗»└õģsą¦╣¹ĪŻćŖśī▓╝ų├Ą─╬╗ų├ę▓ų▒ĮėøQČ©┴╦ņF╗»Ņw┴ŻĄ─ģ^(q©▒)ė“ųž»BŪķørŻ¼┤¾├µĘeĄ─ųž»Bģ^(q©▒)ė“Ģ■(hu©¼)ī¦(d©Żo)ų┬ņF╗»Ņw┴Żūā┤¾Ż¼čėķL(zh©Żng)š¶░l(f©Ī)Ģr(sh©¬)ķgŻ¼═¼Ģr(sh©¬)ę▓Ģ■(hu©¼)įņ│╔¼F(xi©żn)š¶░l(f©Ī)╝▒└õ╦■رĄū¼F(xi©żn)Ž¾ĪŻĘ┤ų«Ż¼╚ń╣¹ņF╗»Ņw┴Ż▓ó╬┤═Ļ╚½
īó╝▒└õ╦■ā╚(n©©i)ÅĮĘČć·Ė▓╔wŻ¼ ät┐╔─▄│÷¼F(xi©żn)▓┐Ęų¤¤ÜŌ▓╗─▄ėąą¦Ąžį┌Č╠Ģr(sh©¬)ķgā╚(n©©i)└õģsĄ─ŪķørŻ¼ų┬╩╣Ą═£žČ╬Č■ćfėóĄ─į┘╔·ĪŻ×ķ│õĘų╗ņ║Ž▀M(j©¼n)╚ļ╝▒└õ╦■Ą─Ė▀£ž?z©”)¤ÜŌ┼cņF╗»║¾Ą─└õģs╦«ņFŻ¼Ė▀£ž?z©”)¤ÜŌ▀M(j©¼n)╚ļš¶░l(f©Ī)╝▒└õ╦■¤¤Ą└Ą─ą╬ĀŅūŅ║├ėą5 ▒Čų▒ÅĮĄ─ų▒╣▄Č╬¤¤Ą└Ż¼ęįĖ─╔Ų▀M(j©¼n)╚ļš¶░l(f©Ī)╝▒└õ╦■Ą─Ė▀£ž?z©”)¤ÜŌĄ─┴„ł?ch©Żng)Ęų▓╝Ż¼Ūęī”(du©¼)š¶░l(f©Ī)╝▒└õ╦■ū÷ĄĮ▓╗ر▒┌Ż¼ę▓▓╗رĄūĪŻ
┴Ē═ŌŻ¼Į©ūhį┌▓╔┘Å(g©░u)š¶░l(f©Ī)╝▒└õ╦■ā╚(n©©i)▓┐Ø▓ūó┴ŽĄ─Ģr(sh©¬)║“ā×(y©Łu)Ž╚┐╝æ]Ųõ─═Ė▀£žĪó─═╦ßēAĪó─═ø_╦óĄ╚╠žąįŻ¼ęįĮĄĄ═╦■ā╚(n©©i)Ė▀╦┘╗ņ║Ž¤¤ÜŌø_╦óĪó£p▒ĪĪóĖ»╬gØ▓ūó┴Ž▒Ē├µĄ─’L(f©źng)ļU(xi©Żn)ĪŻ╝▒└õ╦■═ŌÜżąĶū÷═Ō▒Ż£žŻ¼╩╣Ųõ═ŌÜż£žČ╚╩╝ĮKĖ▀ė┌╦ß┬Č³c(di©Żn)Ė»╬g£žČ╚Ż¼▒▄├Ōį┌Üż¾w«a(ch©Żn)╔·╦ß└õ─²Ė»╬gĄ─ŪķørĪŻęį╔Ž┤ļ╩®┐╔┤_▒Żš¶░l(f©Ī)╝▒└õ╦■Ą─ķL(zh©Żng)Ų┌ĘĆ(w©¦n)Č©▀\(y©┤n)ąąĪŻ
3 ĮY(ji©”)šZ(y©│)
į┌Į±║¾║▄ķL(zh©Żng)ę╗Č╬Ģr(sh©¬)ķgā╚(n©©i)Ż¼ ć°(gu©«)ā╚(n©©i)╠Ä└Ē╠Äų├╬ŻļU(xi©Żn)ÅU╬’╚įęį╗ž╩šŠC║Ž└¹ė├Īó╠Ņ┬±║═Ę┘¤²×ķų„ĪŻ╬ŻÅUĘ┘¤²ŽĄĮy(t©»ng)╣ż│╠ī”(du©¼)╬ŻÅU¤o(w©▓)║”╗»╠Ä└ĒęŌ┴xųž┤¾Ż¼ ▓╗āHŠ▀éõĮø(j©®ng)Ø·(j©¼)ą¦ęµŻ¼▀ĆŠ▀éõę╗Č©Ą─╔ńĢ■(hu©¼)ą¦ęµĪŻßśī”(du©¼)─┐Ū░Ę┘¤²ŽĄĮy(t©»ng)┤µį┌Ą─å¢(w©©n)Ņ}▀M(j©¼n)ąąĘų╬÷Ż¼▓ó╠ß│÷┴╦ŽÓæ¬(y©®ng)Ą─Ė─▀M(j©¼n)┤ļ╩®Ż¼ŽÓą┼╬┤üĒ(l©ói)Ę┘¤²─▄┴┐╗ž╩š┬╩īó▓╗öÓ╠ßĖ▀Ż¼ Ę┘¤²╠Äų├ĘĮĘ©Ģ■(hu©¼)Ė³╔┘═Ļ╔ŲĪŻ
├Ōž¤(z©”)┬Ģ├„Ż║ ▒Š╬─āH┤·▒Ēū„š▀éĆ(g©©)╚╦ė^³c(di©Żn)Ż¼┼c ŠG╔½╣Ø(ji©”)─▄Łh(hu©ón)▒ŻŠW(w©Żng) ¤o(w©▓)ĻP(gu©Īn)ĪŻŲõįŁäō(chu©żng)ąįęį╝░╬─ųąĻÉ╩÷╬─ūų║═ā╚(n©©i)╚▌╬┤Įø(j©®ng)▒ŠšŠūCīŹ(sh©¬)Ż¼ ī”(du©¼)▒Š╬─ęį╝░Ųõųą╚½▓┐╗“š▀▓┐Ęųā╚(n©©i)╚▌Īó╬─ūųĄ─šµīŹ(sh©¬)ąįĪó═Ļš¹ąįĪó╝░Ģr(sh©¬)ąį▒ŠšŠ▓╗ū„╚╬║╬▒ŻūC╗“│ąųZŻ¼šł(q©½ng)ūxš▀āH ū„ģó┐╝Ż¼▓óšł(q©½ng)ūįąą║╦īŹ(sh©¬)ŽÓĻP(gu©Īn)ā╚(n©©i)╚▌ĪŻ