鋁合金自動激光填絲機:輸出扭力大、送絲穩(wěn)定性好!
送絲機型號為WPC-600,可以配套客戶的激光焊機實現(xiàn)光內(nèi)送絲和光外送絲。對環(huán)境無污染,使用成本低。送絲系統(tǒng)主要由驅(qū)動機構(gòu)、送絲輪和矯直機構(gòu)組成,其中焊絲矯直機構(gòu),使焊絲在進入送絲軟管前不發(fā)生彎曲,保證了出絲暢順,送絲穩(wěn)定,保證焊接過程的穩(wěn)定性及焊縫的一致性.。
鋁合金自動激光填絲機不但可以保持激光焊固有的優(yōu)點,如能量集中,變形小等,還可以降低對接焊時的間隙,減少焊接缺陷,提高接頭性能等。
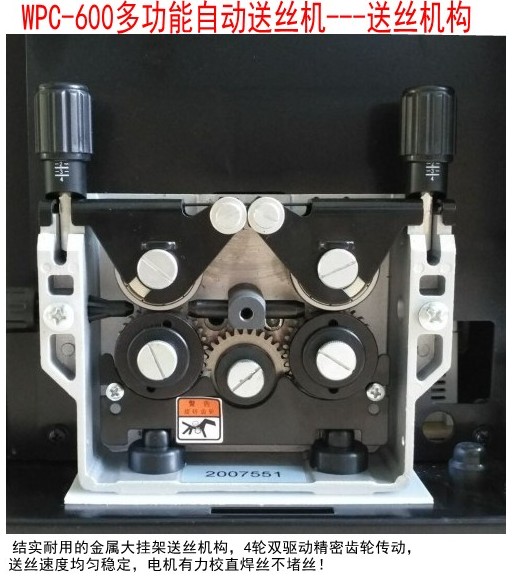
拉絲機構(gòu):采用四輪雙驅(qū)動:主驅(qū)動輪+從動壓輪+進/出絲矯正方式。優(yōu)點:輸出扭力大、送絲穩(wěn)定性好、精度高。該機構(gòu)對整套系統(tǒng)的出絲精度起到主要作用。
金屬絲輸入部分由送絲機、送絲軟管和送絲機構(gòu)組成,該部分將保證金屬絲連續(xù)地、準確地送到激光熔池,過程平穩(wěn),是激光熔覆光內(nèi)送絲系統(tǒng)的重要組成部分,是激光熔覆光內(nèi)送絲工藝成功與否的關(guān)鍵。該系統(tǒng)主要由金屬絲輸人和送絲速度控制兩大部分組成,實現(xiàn)金屬絲準確、速度均勻可調(diào)并連續(xù)地到達工件表面與激光束作用。
我們一方面不斷的升級自身的產(chǎn)品,從TW-630氬弧焊送絲機逐步升級為數(shù)字化編程控制的WPC-600氬弧焊送絲機、另一方面積極進行技術(shù)交流,除了在氬弧焊領(lǐng)域給客戶配套外,WPC-600氬弧焊送絲機在激光焊領(lǐng)域配套獲得了很多用戶的好評!在激光焊送絲中,我們成功的與國內(nèi)數(shù)家激光公司供貨,如果現(xiàn)有的功能滿足不了客戶的要求,可以為您增加程序,增加新的功能。
鋁合金自動激光填絲機技術(shù)成熟,用戶不用擔(dān)心不能匹配。鋁合金自動激光填絲機解決了長期以來困擾產(chǎn)品焊接過程中,焊縫偏大,而手工加焊絲速度慢的難題。由自動送絲機自動添加焊絲,配合自動激光焊接機的數(shù)控工作臺,焊接時通過對激光頻率、脈
寬、工作臺速度、移動方向進行高精度焊接。激光脈沖的高能量、高密度可使焊接平整、焊縫寬度小熱影響區(qū)小,能完成傳統(tǒng)工藝無法實現(xiàn)的精密焊接。
鋁合金自動激光填絲機焊接效率高、焊縫漂亮、操作簡單方便,適用于各種材料的平面直線、圓弧的焊接。

WPC-600激光送絲機功能特點:
有停絲、送絲功能:有的工件不需要送絲,可以直接通過開關(guān)切換在停絲狀態(tài),而不需要重新去接線。如手工焊時,需要先將工件點焊,點焊時不需要送絲,將開關(guān)切換到停絲狀態(tài),點焊完了再進行拉焊時,將開關(guān)切換到送絲狀態(tài),便可實現(xiàn)連續(xù)送絲!
有點動送絲功能:可以點,也可以長按此鍵往前送絲(安裝絲盤時使用)。
有點動回抽功能:可以點,調(diào)試時絲出來長了,不用去剪,點一下,可以回到理想的長度,使用方便。
有連續(xù)送絲脈沖送絲功能:脈沖時間和脈沖間歇時間可調(diào)范圍為0.01-99.99秒。
有同步送絲功能:送絲與激光出光同時開始,如果斷絲時間與回抽時間設(shè)為0時,則停絲的同時停光;如果把斷絲時間設(shè)置在0.01-9.99秒內(nèi),則是停絲后焊絲回抽,激光焊機繼續(xù)出光溶絲,讓焊絲斷掉,這樣焊絲不會粘工件。
有異步送絲功能:可以選擇提前送絲功能(先送絲,再出光)或是延時送絲功能(先出光,再送絲)。
有提前時間功能:表示提前送絲時間,可設(shè)時間范圍0.01-9.99秒
有延時時間功能:,可設(shè)時間范圍0.01-9.99秒,激光焊機先起出光后,到設(shè)定時間值后開始送絲,
有回抽時間功能:停絲后回抽,反應(yīng)靈敏。
斷絲時間:先停絲后激光焊機繼續(xù)熔絲幾秒后熄弧。也就是熔絲時間設(shè)定。可同時設(shè)定自動回抽。焊絲粗細不同,熔絲時間也不同。先停絲,再延時收光,焊絲回抽反粘絲功能,解決了目前國內(nèi)市場上送絲機焊絲粘工件問題!
送絲速度:0.45-7M,送絲電機為慢速定制電機,可以做到慢速每分鐘送45MM長度焊絲,低速送絲仍然很穩(wěn)定,在焊接薄板時是需要慢速送絲的,送快了絲來不及溶化。這也是我們的優(yōu)勢,送絲速度要慢能慢下來,要快能快上去。 (用戶咨詢時一定要問清賣家最慢速可以送多少毫米,有沒有送0.4MM焊絲的送絲輪配套,速度慢不下來,會焊不出來。)
焊接、停焊切換功能:在送絲機和激光焊機聯(lián)動的情況下,此切換開關(guān)若置“停焊”位,點動焊把上的開關(guān),無需關(guān)掉焊機電源,可以只讓送絲機送絲而焊機不出光。此功能在調(diào)節(jié)焊絲出送絲嘴的長度時特別管用。有的廠生產(chǎn)的氬弧焊送絲機,在送絲機和激光焊機聯(lián)動時,要達到此功能,需要關(guān)掉焊機電源,而頻繁地開關(guān)焊機會影響焊機的性能和使用壽命。
我們有專用的送鋁絲U形輪,和送絲管,與送不銹鋼焊絲的配件是不同的。
送絲輪V形槽與U形槽小知識:
送絲滾輪一般都開有送絲的凹槽,對于材質(zhì)較硬的焊絲,送絲輪開有張角為40°左右的“V”型槽,它較之無槽的平面滾輪送絲力可提高10%~30%,并可保證焊絲在滾輪中的固定位置和送絲方向。當(dāng)需要送軟質(zhì)焊絲(如鋁焊絲)時,需要采用“U”形槽。“V”型槽送絲滾輪不宜采用,這是因為送絲輪經(jīng)過熱處理后,其硬度很高,“V”型槽上寬下窄,容易造成焊絲壓痕或變形,會造成送絲不穩(wěn)定,不但會加速導(dǎo)電嘴的磨損。而且增加了焊絲在軟管中行進的阻力,造成出絲不暢!在送鋁焊絲時,要配套特弗龍這種內(nèi)壁光滑的導(dǎo)管,方能確保軟質(zhì)焊絲一直平穩(wěn)暢通送絲。
激光填絲焊接鋁合金不但可以保持激光焊固有的優(yōu)點,如能量集中、變形小等,還可以降低對接焊時的間隙裕度,減少焊接缺陷,提高接頭性能等,從而擴大鋁合金薄板激光焊接在航空航天工業(yè)中的應(yīng)用。
激光焊接具有能量集中、焊接變形小、焊縫質(zhì)量優(yōu)良、生產(chǎn)效率高等優(yōu)點,此外激光的柔性更增加了焊接工藝的靈活性。在飛機制造中,激光焊接可以實現(xiàn)飛機結(jié)構(gòu)以焊代鉚以及替代常規(guī)焊接方法提高焊縫質(zhì)量。因此對鋁合金的激光焊接技術(shù)研究成為各國特別是航空航天制造工業(yè)界的焦點。
廣州市威爾得自動化焊接設(shè)備有限公司鄭重承諾:焊絲粘工件可以退貨退款!別的廠不敢做的承諾,我們對技術(shù)有信心,敢做這樣的承諾!
鋁合金自動激光填絲機技術(shù)咨詢電話:139 0300 6568劉工程師(歡迎您隨時來電咨詢,不分節(jié)假日與下班休息時間) 真誠期待與您合作!